
وایر کات
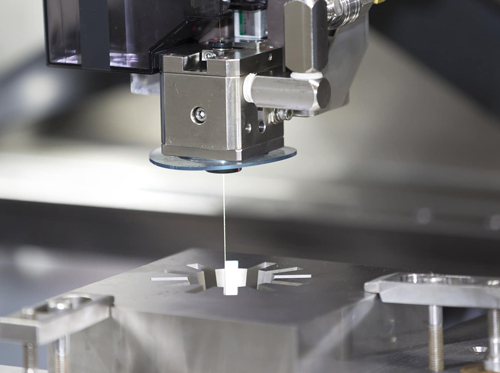
وایر کات یک فرآیند ماشین کاری تخلیه الکتریکی سیمی است که برای برش فلزات استفاده می شود. در این فرآیند، یک سیم فولادی نازک که با الماس پوشانده شده است، با سرعت بالا در یک مایع دی الکتریک (معمولا آب) حرکت می کند. هنگامی که سیم با قطعه کار تماس پیدا می کند، جرقه هایی ایجاد می شود که فلز را ذوب یا بخار می کنند.
وایر کات می تواند برای برش طیف گسترده ای از فلزات، از جمله فولاد، آلومینیوم، تیتانیوم و مس استفاده شود. این روش برای برش های دقیق و پیچیده در فلزات مناسب است.
وایرکات مزایای زیادی دارد، از جمله:
- سرعت و دقت: وایر کات می تواند بسیار سریع تر و دقیق تر از روش های سنتی مانند سنگ زنی یا برش با اره باشد. این می تواند منجر به صرفه جویی در زمان و هزینه شود.
- کیفیت برش: وایر کات می تواند برش های با کیفیت بالا ایجاد کند که نیازی به تمیزکاری یا ترمیم ندارند. این می تواند باعث افزایش ایمنی و زیبایی شود.
- ایمنی: وایر کات می تواند ایمن تر از روش های سنتی باشد زیرا خطر آسیب دیدگی کارگران را کاهش می دهد.
وایر کات در طیف گسترده ای از کاربردها استفاده می شود، از جمله:
- ساخت و ساز: وایر کات می تواند برای برش قطعات فلزی برای ساخت سازه ها استفاده شود.
- ماشین سازی: وایر کات می تواند برای برش قالب ها، ابزارها و قطعات فلزی دیگر استفاده شود.
- مهندسی مکانیکی: وایر کات می تواند برای برش قطعات فلزی برای آزمایشات یا تحقیقات استفاده شود.
وایر کات یک روش ماشین کاری قدرتمند و انعطاف پذیر است که می تواند برای طیف گسترده ای از کاربردها استفاده شود. این روش می تواند منجر به صرفه جویی در زمان و هزینه، بهبود ایمنی و کیفیت و افزایش انعطاف پذیری شود.
اجزای اصلی یک دستگاه وایر کات عبارتند از:
- منبع تغذیه: منبع تغذیه برق مورد نیاز برای کار دستگاه وایر کات را تامین می کند.
- کنترلر: کنترلر سرعت و جهت حرکت سیم و سایر عملکردهای دستگاه را کنترل می کند.
- سیستم حرکتی: سیستم حرکتی سیم را در طول قطعه کار حرکت می دهد.
- سیستم خنک کننده: سیستم خنک کننده از گرم شدن بیش از حد سیم جلوگیری می کند.
در وایر کات، سیم و قطعه کار در یک مایع دی الکتریک (معمولا آب) قرار می گیرند. مایع دی الکتریک از ایجاد جرقه هایی که ممکن است به قطعات دستگاه آسیب برسانند جلوگیری می کند.
جرقه هایی که بین سیم و قطعه کار ایجاد می شوند، فلز را ذوب یا بخار می کنند. سپس، فلز ذوب شده یا بخار شده توسط مایع دی الکتریک از محل برش خارج می شود.
سرعت حرکت سیم و فاصله بین سیم و قطعه کار دو عامل اصلی در تعیین کیفیت برش وایر کات هستند. سرعت حرکت سیم باید به اندازه کافی بالا باشد تا فلز به طور موثر ذوب یا بخار شود، اما نباید آنقدر بالا باشد که سیم بسوزد. فاصله بین سیم و قطعه کار نیز باید به اندازه کافی کم باشد تا جرقه ها با قطعه کار تماس پیدا کنند، اما نباید آنقدر کم باشد که سیم به قطعه کار بچسبد.
وایر کات یک روش ماشین کاری پیچیده است که به مهارت و تجربه نیاز دارد. اپراتورهای وایر کات باید آموزش های لازم را ببینند تا بتوانند از دستگاه وایر کات به طور ایمن و موثر استفاده کنند.